Valve Seat Inserts Manufacturing Process

Understanding How Valve Seats Are Made How They Work And What Can Happen When They Re Wrong Engine Builder Magazine

Product Information Powder Metal And Cast Valve Seats Inserts

Valve Seats Inserts Valve Seats Manufacturers Om Internationals India

Performance Head Engineering Valve Seat Replacement

Pec

Welcome To Kavya International

With the low flow measurement technology in the system the manufacturers can now use the outputs for data logging the flow profiles and the direct performance of each valve seat.
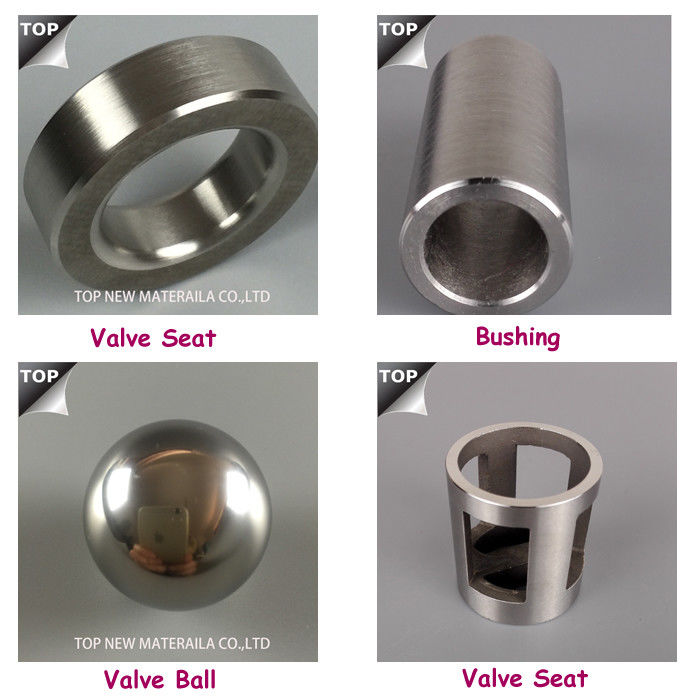
Valve seat inserts manufacturing process.

Valve Seat Insert And Valve Operating System Download Scientific Diagram
Valve Seat Installation Procedures Engine Builder Magazine

Heat Transfer Through Valve Seats High Power Media
Information About Small Engine Valves Springs Lifters Camshafts And Exhaust Header Pipe
Get An Affordable Business Deal For A Valve Seat Inserts From A Top Valve Seat Inserts Manufacturers In India Contact Us Now Valve Manufacturing Seating

Cast Iron Bars And Valve Seat Inserts Suppliers It Cast Cylinder Liner Valve

Seat Insert An Overview Sciencedirect Topics

Products In The Engine Motorservice

Valve Seat Inserts Manufacturers Suppliers In India
High Precision Cobalt Chrome Alloy Exhaust Valve Seat Ring 51 55 Hrc Hardness

Valve Seat Inserts Valve Guides Valve Tappets Ssv Technocrates Rajkot India
Valve Seat Manufacturing Microfinish

Products

What Can Cause Inlet Valve Recession In Diesel Engines Professional China Valve Grinder Manufacture Suzhou Tianzhijiao Precision Machinery Co Ltd

Products For Automobiles Products For Marine Engine And The Other Products Product Information Nippon Piston Ring Co Ltd
What Are The Characteristics Of Ball Valves Setpoint Integrated Solutions

Mapal Valve Seat And Valve Guide

Pdf Wear Of Diesel Engine Inlet Valves And Seat Inserts
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsemlyod3ovyy1kguy2qzxhqgoxfmevfpt278swyqb2um Vgzep Usqp Cau

Classic Vehicle Valve Seat Inserts Vintage Vehicle Valve Seat Inserts

Lightweight Valve An Overview Sciencedirect Topics
Intake And Exhaust Valves And Mechanisms Automobile

Valve Seat Products And Solutions From Fluorocarbon Fluorocarbon

Cylinder Head Valve Seat Cutting Youtube

Sg9mts Manualmatic Active Spindle Cylinder Head Valve Seat And Guide Machine Utilizing Unipilot Carbide Centering Pilots Manley Equipment

Valves And Valve Seats There S More Than Meets The Eye Engine Builder Magazine

Valve Seats Guides

Carmec Machines For Automotive Workshops And Industry
Valve Seat Cutters Neway

Broken Valve Seats Southeast Cylinder Head Auto Machine Shop Orlando

Cooling Systems Ilmor Engineering

How To Replace Valve Seats The Home Depot

A Study Of Exhaust Valve And Seat Insert Wear Depending On Cycle Numbers

Valve Train Mahle North America
Https Www Jstor Org Stable 44429102

Ptfe Components Ptfe Seats Ptfe Seals Bueno Technology Pfa Lined Valve Fitting And Pipe Pfa Fitting And Tubing

Valve Seat Inserts At Best Price In India

Pdf Valve Recession From Experiment To Predictive Model

Pdf Machining Of Engine Valve Seats With Pcbn Tooling

Determination Of Wear In Internal Combustion Engine Valves Using The Finite Element Method And Experimental Tests Sciencedirect

J And E Engineering Unleaded Conversion Page

Mission Valves And Seats

L Ix3yzk Wti4m
Https Www Jstor Org Stable 44643856
Source : pinterest.com
